设备描述
蒸煮黑液是制浆造纸企业形成污染负荷的主要来源,其中的COD和BOD约占排放总量的90%以上。蒸煮黑液在资源化利用的同时实现达标排放成为企业亟待解决的问题。
目前,从黑液分离碱木素的方法主要有三种:
1) 酸析法,通过降低黑液的pH值,使碱木素不溶于黑液,沉淀或过滤分离出来。
2) 絮凝法,主要是在黑液中加入电解质(如PAC /聚合氯化铝等),破坏碱木素的胶体性质,使其沉淀。这种碱木素不利于加工,只能焚烧处理。
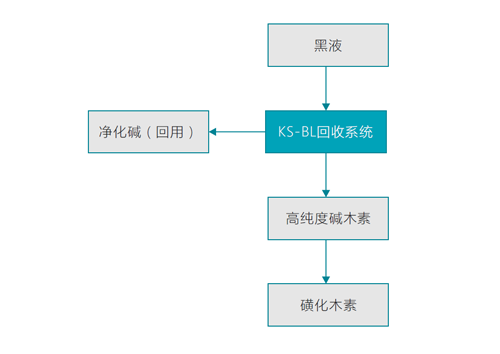
3) 膜分离法,即采用KS-BL回收处理系统,通过物理方法实现木素分离,所得产品极易加工成各种木素化工产品,是一项先进的清洁生产技术,很有发展前景。
应用案例
国内某造纸厂,采用针叶材、碱法制浆工艺,每天处理1000m3黑液废水(黑液含固量11%左右),采用KS-BL回收处理系统,每天所回收的高纯度碱木素,可产出50吨的磺化木素,年产达1.5万吨。两年之内可以完全收回投资。既解决了环保问题,又带来了产品的附加值。
设备规格
| 设备型号 |
KS-BL-300 |
KS-BL-1000 |
KS-BL-1500 |
| 针叶黒液处理能力(m³/d) |
~300 |
~1000 |
~1500 |
| 阔叶黒液处理能力(m³/d) |
~100 |
~300 |
~500 |
| 设备占地(㎡) |
10 |
75 |
90 |
| 设备功率(kW) |
60 |
165 |
200 |


 沪公网安备31011502403704号网站地图 | 隐私政策
沪公网安备31011502403704号网站地图 | 隐私政策 





 定制方案
定制方案